








{kind=link}
Technical Advisor

Fig 1. This new tool for HSM integrates chip-splitting grooves in the end mill’s design.
The metalworking industry first adopted high-speed machining (HSM) in the 1990s, which then required numerous changes in tooling technology and machine tool engineering. More recently there has been significant interest in HSM that is more accurate.
Accurate HSM requires that strict, repeatable tolerances be maintained during cutting operations. The level of necessary “strictness,” however, depends on the machining method (milling, turning, or drilling) and the type of operation (roughing, semifinishing, or finishing).
Manufacturing advances, especially in producing workpieces that are preformed, partially finished products, place a special emphasis on accurate HSM. Precise casting, metal injection moulding, and 3D printing result in workpieces that are very close to the final shape of a part, and as a result, the need to remove a high volume of material by means of rough cutting decreases.
In die- and mouldmaking, using HSM as a means of reducing production time has brought a real alternative to traditional production methods. In the aerospace industry, machining difficult-to-cut, heat-resisting superalloys using ceramic tools at high cutting speeds is now common. As for manufacturing aluminum components using HSM? These operations have become a daily reality.
Highly accurate HSM is necessary for removing small amounts of material. Machining operations that remove a low amount of stock per pass have distinct advantages, such as lower power consumption, less heat generation, and better surface finish.
In some cases, such as when a part having complex profiles and slots is produced from a solid material, HSM provides productive, low-load roughing by trochoidal milling. Using this technique, machinists employ a rapidly rotating milling cutter that moves along a complicated trajectory, removing thin but wide layers of material. This results in shaping the part very close to its final form.
The remaining low stock is removed in the next stage, which is high-speed finish milling.
Successful HSM relies on a key element chain comprising a machine tool, an effective machining strategy, proper toolholding, and a cutting tool.
Multiflute, solid-carbide end mills were developed especially for vibration-free HSM operations. Designs featuring a varying helix angle, variable tooth pitch, and a specially shaped chip gullet are suitable for applications such as semifinish and finish HSM, as well as roughing by a trochoidal technique.
New tools for HSM even integrate chip-splitting grooves in the end mill’s design. The grooves increase vibration resistance and reduce cutting forces, which improves trochoidal milling and machining performance at high overhangs. In trochoidal milling, the produced chips are thin but wide. Splitting these chips into narrower segments contributes to better chip evacuation and surface finish, which increase accuracy and effectiveness in rough HSM.
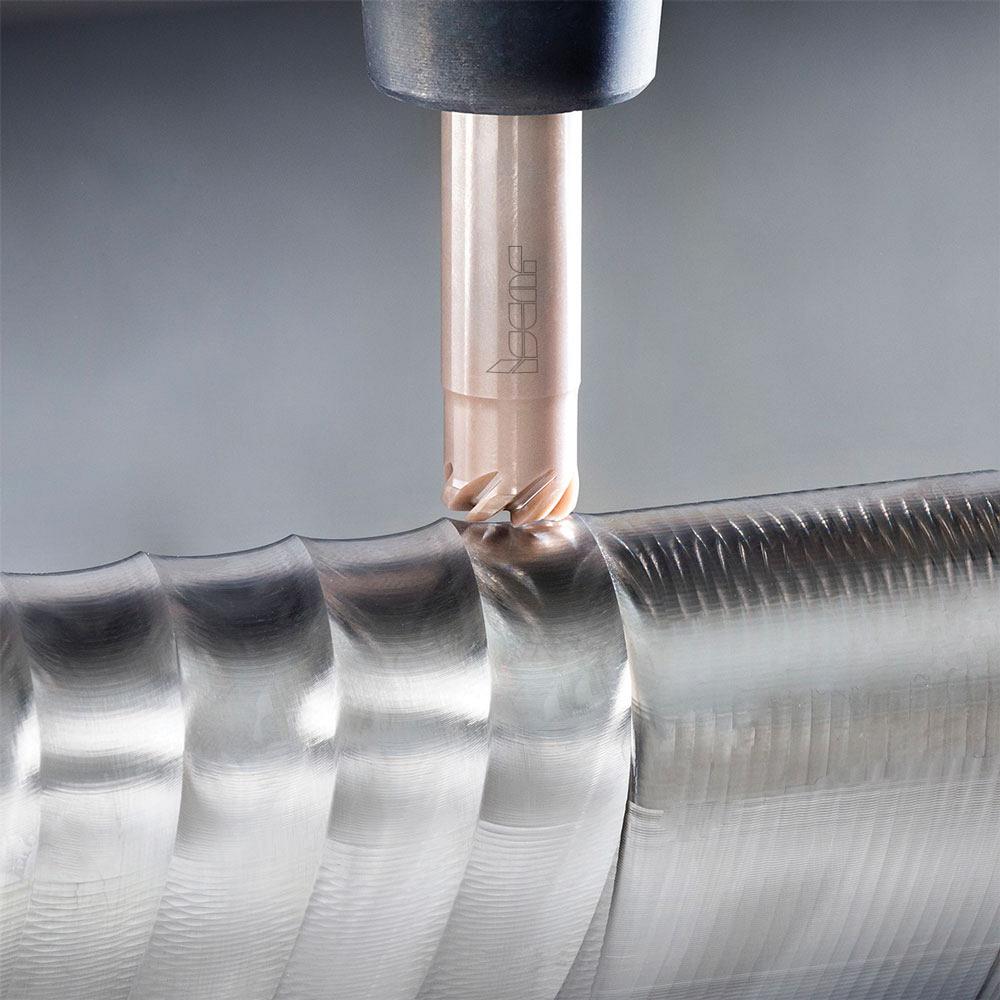
Fig 2. Solid ceramic end mills enable cutting speeds of up to 3,280 SFM. These new end mills have a diameter range of 0.236 to 0.787 in. and are designed with three or seven flutes.
The metalworking industry is always seeking ways to increase productivity when manufacturing parts from high-temperature superalloys (HTSAs), and low cutting speed is one of the existing barriers to this goal.
Milling difficult-to-cut HTSAs using carbide tools requires that low cutting speeds (typically 65 to 130 surface feet per minute [SFM]) be used. HSM with a small radial engagement, when the width of cut is up to 10 per cent of the tool’s diameter, usually requires cutting speeds of 230 to 265 SFM.
A resolution may be found in using ceramics as a tool material. Solid ceramic end mills can produce cutting speeds of up to 3,280 SFM. Using ceramic end mills in rough milling operations also has proved to decrease machining time and enable fast preshaping of a part for further finishing operations.
Long-reach HSM operations are particularly tricky because they require tools with long overall length. A solid tool concept usually is not economical. However, an assembled cutter comprising a body carrying a carbide cutting head is a system that can make economic sense.
A variety of tool bodies, heads, extensions, and reducers are available. These can reduce the need for special tools. Also, replacing a worn head does not require additional tool measuring or CNC program adjustment; the insert can be replaced without withdrawing the tool from a machine spindle.
HSM is impossible to perform without using reliable, balanced, and accurate toolholders, and thermal shrink chucks are one of the most popular types for use in HSM.
In HSM, well-directed coolant significantly enhances performance. For deep pockets and cavities, chucks with precise coolant flow results can help prevent recutting, thereby improving chip evacuation and increasing tool life.
Changing technologies require new machining concepts that are more productive, more economical, and more sustainable. HSM, which already has proven itself as a method that meets today’s industrial needs, is a definite trend that no doubt, should be considered.
Andrei Petrilin is technical manager for Iscar Tools, 2100 Bristol Circle, Oakville, Ont. L6H 5R3, 905-829-9000, www.iscar.ca.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




